
Apr . 01, 2024 17:55 Back to list
oem 19mm hydraulic hose manufacturers Performance Analysis

Introduction
OEM 19mm hydraulic hoses are critical components in fluid power systems, facilitating the transmission of hydraulic fluid to actuate machinery across diverse industries including construction, agriculture, manufacturing, and automotive. These hoses are specified by their inner diameter (19mm), and are manufactured to meet stringent performance and safety standards. The market demand for these hoses is driven by the need for reliable, durable, and application-specific solutions. This technical guide provides an in-depth analysis of the material science, manufacturing processes, performance characteristics, potential failure modes, and relevant industry standards associated with OEM 19mm hydraulic hoses. The core pain points in this sector include ensuring consistent dimensional accuracy for tight fits, maintaining fluid compatibility to prevent hose degradation, and achieving reliable pressure containment to minimize system failures and associated downtime. The increasing emphasis on environmental sustainability also presents a challenge – optimizing material composition and manufacturing processes to reduce waste and environmental impact.
Material Science & Manufacturing
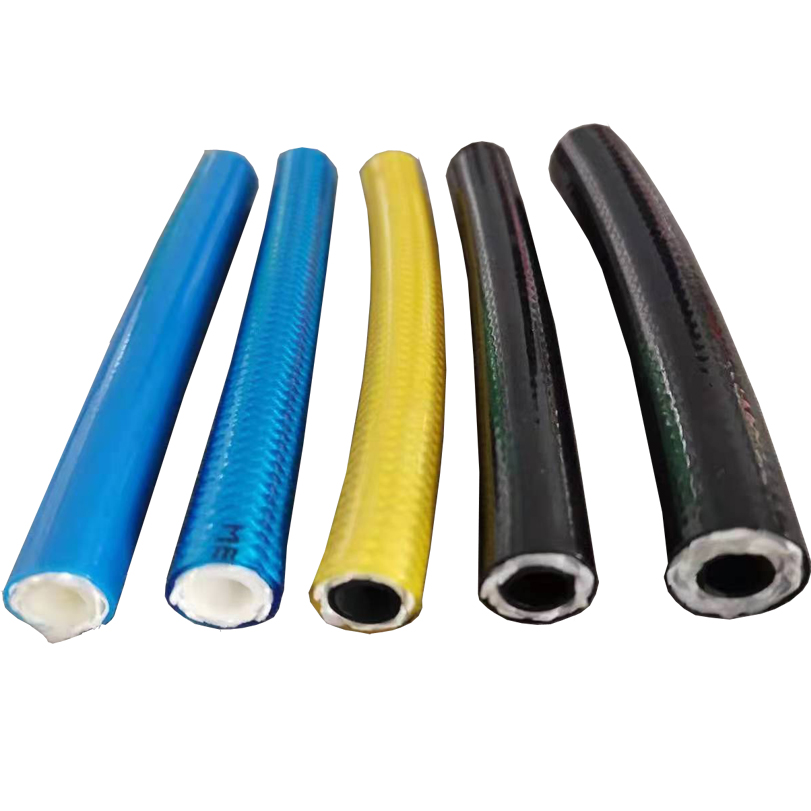
The construction of a 19mm hydraulic hose typically involves four key layers: an inner tube, reinforcement layers, an outer cover, and sometimes, an intermediate layer. The inner tube is commonly composed of nitrile rubber (NBR), also known as Buna-N, selected for its excellent resistance to petroleum-based hydraulic fluids. However, other elastomers like chloroprene rubber (CR, Neoprene) or fluorocarbon rubber (FKM, Viton) are used in specialized applications demanding higher temperature resistance or compatibility with aggressive fluids (e.g., phosphate ester fluids). NBR exhibits a Shore A hardness ranging from 40 to 90, influencing its flexibility and abrasion resistance. The reinforcement layer is crucial for withstanding internal pressure. High tensile steel wire, either braided or spiraled, is the primary reinforcement material. Braided reinforcement offers flexibility while spiral reinforcement provides higher pressure capacity. Wire diameter and ply count dictate the hose’s maximum working pressure. The outer cover is generally made of a synthetic rubber compound like styrene-butadiene rubber (SBR), offering abrasion, weather, and ozone resistance. Manufacturing processes vary depending on hose type. Braiding machines interweave individual wires to form the reinforcement layer. Extrusion processes are used for both the inner tube and outer cover, controlling parameters like temperature, screw speed, and die pressure to achieve precise dimensions and material homogeneity. Post-extrusion vulcanization (curing) is essential for crosslinking the rubber compounds, enhancing their mechanical properties and chemical resistance. Critical parameters during vulcanization include temperature, time, and pressure, meticulously controlled to optimize the material’s performance characteristics. Quality control involves rigorous testing of material properties, dimensional accuracy, and adhesion between layers.
Performance & Engineering
The performance of a 19mm hydraulic hose is governed by its ability to withstand internal pressure, resist external damage, and maintain fluid integrity. Burst pressure, typically four times the working pressure, is a critical specification. Hose pressure ratings are determined through hydrostatic testing, subjecting the hose to increasing pressure until failure. Fatigue life, or the number of pressure cycles the hose can endure before failure, is crucial in dynamic applications. Finite Element Analysis (FEA) is increasingly used to model stress distribution within the hose under various loading conditions, optimizing reinforcement layer configuration and material selection. Environmental resistance is also paramount. Ozone cracking, caused by atmospheric ozone exposure, can degrade the rubber compounds. UV exposure can lead to embrittlement and loss of flexibility. Temperature extremes impact material properties; low temperatures can reduce flexibility while high temperatures can accelerate degradation. Compliance requirements are dictated by industry standards (detailed in the footer). SAE J517, for example, specifies pressure ratings, temperature ranges, and fluid compatibility requirements. Proper hose routing and support are essential to prevent kinking, abrasion, and excessive bending stress. Bend radius limitations, specified by the manufacturer, must be observed to avoid premature failure. Furthermore, the hose’s compatibility with fittings is vital; mismatched fittings can lead to leakage and system failure. Proper crimping techniques are essential to ensure a secure and leak-proof connection.
Technical Specifications
| Parameter | Unit | Standard Specification | Typical Value (19mm Hose) |
|---|---|---|---|
| Inner Diameter | mm | SAE J517 | 19 ± 0.3 |
| Working Pressure | MPa | SAE J517 | 20 - 35 (depending on reinforcement) |
| Burst Pressure | MPa | SAE J517 | 80 - 140 (typically 4x Working Pressure) |
| Temperature Range | °C | SAE J517 | -40 to +100 (NBR); -30 to +125 (CR) |
| Reinforcement Type | - | SAE J517 | Braided or Spiraled High-Tensile Steel Wire |
| Outer Cover Material | - | SAE J517 | SBR (Styrene-Butadiene Rubber) |
Failure Mode & Maintenance
Failure modes in 19mm hydraulic hoses commonly include burst failure due to exceeding pressure limits, fatigue cracking from repeated flexing, abrasion damage from external contact, and degradation of rubber compounds due to fluid incompatibility or environmental exposure. Burst failures are often catastrophic, resulting in fluid leakage and potential injury. Fatigue cracking typically initiates at stress concentration points, such as near fittings or at bend locations. Abrasion damage is common in applications where the hose is exposed to rough surfaces. Fluid incompatibility can cause swelling, softening, or cracking of the inner tube. Oxidation and ozone attack degrade the outer cover, leading to cracking and loss of protective properties. Maintenance is crucial for extending hose life. Regular visual inspections should be conducted to identify signs of damage, such as cracks, abrasions, or swelling. Hose routing should be carefully planned to minimize bending stress and protect the hose from external damage. Fluid contamination can significantly reduce hose life; filtration systems should be used to maintain fluid cleanliness. Proper storage is also important; hoses should be stored in a cool, dry place away from direct sunlight and ozone sources. When replacing a hose, it is essential to use the correct fittings and ensure proper crimping. Records should be maintained documenting hose replacement dates and inspection findings.
Industry FAQ
Q: What is the impact of using a hydraulic fluid incompatible with the hose’s inner tube material?
A: Using an incompatible fluid can lead to severe degradation of the inner tube. This can manifest as swelling, softening, cracking, or leaching of plasticizers, ultimately compromising the hose’s pressure containment capability and leading to premature failure. Selecting a fluid compatible with the specified elastomer (NBR, CR, FKM, etc.) is critical. Refer to fluid compatibility charts provided by hose manufacturers.
Q: How does hose layline marking contribute to safety and traceability?
A: Layline markings provide critical information about the hose’s manufacturer, manufacturing date, working pressure, and fluid compatibility. This allows for proper identification, traceability, and verification of compliance with safety standards. It facilitates investigations in the event of a failure, enabling root cause analysis and preventative measures.
Q: What is the significance of impulse pressure ratings compared to static working pressure?
A: Static working pressure refers to continuous pressure, while impulse pressure accounts for pressure surges or spikes common in hydraulic systems due to pump pulsations or valve switching. Impulse pressure ratings are considerably lower than burst pressure, reflecting the hose's ability to withstand these dynamic loads without failure. Ignoring impulse ratings can lead to premature failure.
Q: What are the best practices for installing hydraulic hose fittings to prevent leakage?
A: Proper installation requires using the correct fitting type and size for the hose. The hose must be cut squarely and free of burrs. Crimping must be performed using a calibrated crimping machine and the manufacturer’s specified die set. Post-crimping inspection should confirm a secure and leak-proof connection. Avoid over-tightening or under-tightening fittings.
Q: How can I determine the appropriate hose reinforcement type (braided vs. spiraled) for my application?
A: Braided reinforcement offers greater flexibility, making it suitable for applications with tight bend radii and frequent movement. Spiraled reinforcement provides higher pressure capacity and resistance to kinking, ideal for applications with high pressure and minimal bending. The specific application requirements, including pressure, temperature, and bend radius, should guide the selection process.
Conclusion
The selection, installation, and maintenance of OEM 19mm hydraulic hoses are critical for ensuring the reliable and safe operation of hydraulic systems. Understanding the material science principles governing hose construction, the manufacturing processes employed, and the impact of operational parameters like pressure, temperature, and fluid compatibility is essential. By adhering to industry standards and implementing proactive maintenance strategies, users can maximize hose lifespan, minimize downtime, and mitigate the risk of catastrophic failures.
Future trends in hydraulic hose technology include the development of lighter-weight materials, improved abrasion resistance, and enhanced fluid compatibility for emerging hydraulic fluids. The adoption of smart hose technology, incorporating sensors for pressure monitoring and leak detection, promises to further enhance system reliability and safety. A continued focus on sustainable manufacturing practices and the use of environmentally friendly materials will also shape the future of this industry.

